 I finally had a chance to watch the movie Moneyball. Fast forwarding from 2002 to 2012, now we have not just the data, but we have it in real time. Like so many sports teams today,our fluid dispenser manufacturing customers are increasingly collecting, analyzing and making important decisions using real time data. They use data directly generated from our equipment(click on image at left for expanded view) for improving process control, establishing QC specification,determining ROI and planning production. Our customers are not they only ones in business doing this. The parallels between the need for real time production data in manufacturing and the WAR, OPS, wOBA, VORP, BABIP, FIP, UZR stats of baseball analytics is being widely discussed.
I finally had a chance to watch the movie Moneyball. Fast forwarding from 2002 to 2012, now we have not just the data, but we have it in real time. Like so many sports teams today,our fluid dispenser manufacturing customers are increasingly collecting, analyzing and making important decisions using real time data. They use data directly generated from our equipment(click on image at left for expanded view) for improving process control, establishing QC specification,determining ROI and planning production. Our customers are not they only ones in business doing this. The parallels between the need for real time production data in manufacturing and the WAR, OPS, wOBA, VORP, BABIP, FIP, UZR stats of baseball analytics is being widely discussed.
Perhaps this is most eloquently reviewed by Forbes contributor Ben Kerschberg in this article, Manufacturing Moneyball: Using Big Data and Business Intelligence To Spur Operational Excellence
It is a great article,well worth reading. He highlights 9 points that quickly resonated with me. They mirror Fishman®‘s customer’s requests for data from our SmartDispenser. I took the liberty of linking what Ben says below, back to how the Fishman® SmartDispenser provides our manufacturing customers with the data they need.
- Data transparency that allows data from different manufacturing functions to be integrated. This allows executives to form a holistic view of the processes never before possible.
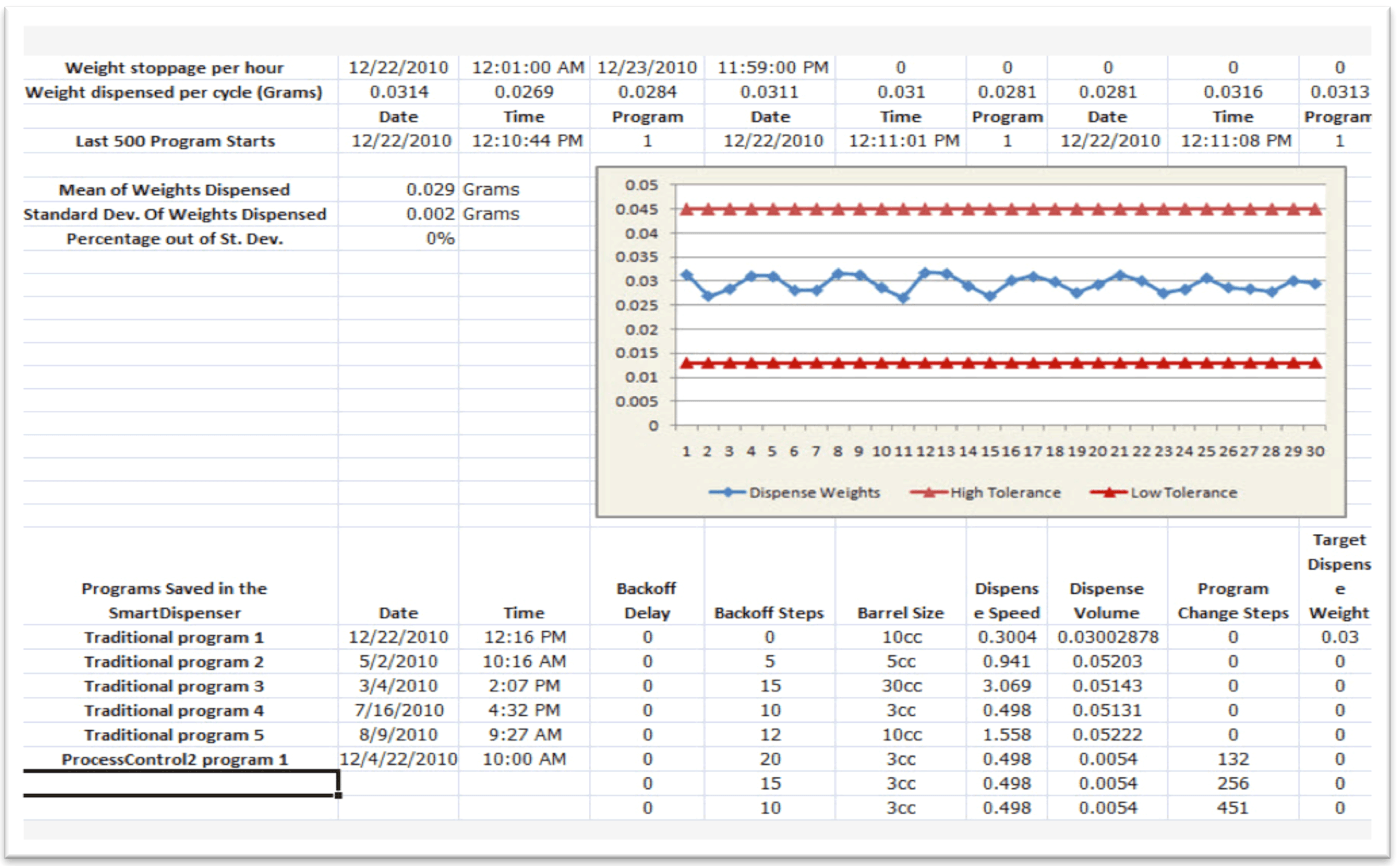
- Process visibility that allows managers to see how processes unfold as they happen, which allows for real-time adjustments.
- Data visualization. As analytics are applied to Big Data, the output must be analyzed mathematically and represented visually so as to allow end users such as plant managers to actually see the hidden data and its value. This is especially important in light of the fact that the data is dynamic in real time.
- Margin Recovery. Savings are regularly found in reduced material costs and system capacity recovery….
- Product Quality and Safety. Teams are better equipped to understand and eliminate the true root causes of product risk. They can thereby actually address and fix these shortcomings at the start of process rather than merely discarding low-quality output based on post-production testing. Product quarantines can be established based on specific, objective data rather than subjective approximations.
- Eliminating overlapping investment and personnel support. Identifying overlap should result in the proper allocation of resources—both people and technology. Yet it is critical to emphasize that the human element of the manufacturing processes cannot be decoupled from even the most advanced analytics.
- Measurable ROI. Moving from the sort of traditionally unstructured approach that characterized previous manufacturing reporting processes to a modern solution built for data collection and analysis enables management to develop consistent, new methods that can result in greater efficiencies, yields, and production flexibility. Such gains allow manufacturers to take new products to market up to 30% faster than before, a remarkable achievement with significant effects on profits and losses.
- Collaboration.The synergy of BI and Big Data provides both macro and granular views of information that allow management, operators, and engineers to work together based on quick feedback in a data-driven environment. This is not the siloed manufacturing industry of the past.
- Monetizing Assets. Corporate attitudes with respect to monetizing corporate assets such as intellectual property have changed dramatically over the past five years. In manufacturing, this move towards using BI to mine Big Data has shifted the view of those assets and the systems that generate them as profit-enabling centers rather than just insurance and a cost of doing business. This is a profound change with significant effects on an enterprise’s bottom line.
I would be remiss here if I did not refer to one other discussion of Moneyball and its’ parallels to business;